




Ovvero, proteggere il PCB dall’esterno e proteggere gli operatori da esso quando il PCB è in funzione…
Vi sono applicazioni delle schede elettroniche in cui l’ambiente operativo espone a fattori che possono pregiudicare l’affidabilità, la durata o la sicurezza dei suoi componenti elettronici; tali fattori sono umidità, inquinanti chimici, agenti corrosivi, sporco, temperature estreme, escursioni termiche nonché vibrazioni e shock meccanici e connotano i cosiddetti “harsh environment”. A molti di questi si può rimediare rivestendo interamente o parzialmente la scheda mediante una sottile (solitamente spessa 25÷250 micron) pellicola applicata in fase plastica, che una volta indurita va a passivare le superfici.
Tale rivestimento è il conformal coating ed è particolarmente apprezzato nei settori dell’elettronica industriale, automotive e aerospace, ma anche nell’elettronica civile quando si tratti di apparati montati all’esterno, anche se protetti dalle precipitazioni atmosferiche.
Il conformal coating consiste nell’applicazione di una pellicola protettiva di materiale siliconico, acrilico, epossidico o poliuretanico, che aderisce perfettamente al profilo superficiale della scheda elettronica SMT, depositandosi attorno, sotto e sopra i componenti, andando praticamente a sigillare il PCB-A seguendone le forme; è anche per questo che viene chiamato “rivestimento conformale”.
Questo rivestimento isolante è in grado di proteggere a vita il PCB e i suoi componenti contro umidità, agenti corrosivi, sporco, liquidi infiammabili, spray chimici e salini; inoltre consente di aumentare la rigidità dielettrica e quindi di avvicinare maggiormente le piste e i componenti nei circuiti ad alta tensione.
Il rivestimento conformale si esegue sempre a fine produzione, dopo la fase di test in-circuit, che altrimenti non sarebbe possibile a causa dell’impossibilità per le sonde di toccare le piazzole e i terminali dei componenti.
Materiali per conformal coating
Il rivestimento conformale può essere implementato utilizzando svariati prodotti e tecniche di deposizione; tra i prodotti spiccano vernici ad alta tecnologia con varie viscosità per l’applicazione spray, ad immersione e a pennello. oppure per dispensazione robotizzata (spray o airless). Vi sono prodotti solvent free (esenti da solventi) e VOC free, nonché resine UV Curable, polimerizzabili in tempi molto ridotti tramite raggi UV.
Gli odierni materiali per conformal coating sono solitamente conformi agli standard:
- a MIL-I-46058C; standard militare che stabilisce rigorosi criteri di prova dei rivestimenti utilizzati nelle applicazioni militari; sebbene sia inattivo per i progetti dal 1998, molti operatori del settore lo rispettano ancora;
- aIPC-CC-830B; specifica correlata alla MIL-I-46058C ma attuale e aggiornata, applicata nell’industria elettronica;
- a UL94V0 e UL746E; standard degli Underwriters Laboratories (UL) americani che valutano i rivestimenti in base all’infiammabilità (UL94) e alla sicurezza elettrica (UL746E) ovvero all’isolamento;
- a IEC 61086; è simile a MIL-I-46058C ma si basa sull’autocertificazione del fornitore ed è comunque uno standard globale.
Un esempio di materiale per conformal coating è quello poliuretanico, a base alchidica modificata, trasparente, capace di creare un sottile rivestimento che, una volta indurito, mantiene una buona adesione pur rimanendo flessibile da resistere a torsione e flessione del PCB. Ha elevate proprietà dielettriche, eccellente resistenza all’umidità, all’acqua, ai gas corrosivi, agli agenti chimici, agli acidi deboli, oli, glicoli e molti altri fluidi utilizzati nel settore automobilistico e l’industria marittima, oltre che all’abrasione. Presenta un’ottima adesione alla maggior parte delle superfici e bassa viscosità; per contro è molto difficile da rimuovere, e può essere degradato da lunghe esposizioni alla luce nel campi degli UV.
È senza piombo, non contiene composti aromatici nei solventi ed è normalmente miscelato a sostanze visibili agli ultravioletti per facilitare l’ispezione visiva. La sua polimerizzazione avviene a temperatura ambiente in 16 ore oppure in 30 min a 80°C. Il rivestimento è ritardante di fiamma, conforme UL94-V0.
La copertura dielettrica mediante isolante poliuretanico trova applicazione anche in schede THT, dove permette di passivare la superficie inferiore del circuito stampato e prevenire contatti accidentali con le piazzole e i reofori dei componenti; inoltre permette di aumentare la rigidità dielettrica tra le piste e consente al progettista di collocare i componenti a una distanza più ravvicinata senza temere scariche elettriche.
Per quanto riguarda i rivestimenti acrilici, essi forniscono un’eccellente rigidità dielettrica (intorno ai 15 kV/mm di spessore) offrono un discreto livello di protezione contro l’umidità e l’abrasione e sono particolarmente noti per facilità con cui possono essere rimossi, il che è un vantaggio quando una scheda debba essere riparata o testata per via di un malfunzionamento. Il loro utilizzo è economicamente vantaggioso e fornisce una protezione essenziale contro molti contaminanti; tuttavia, il rivestimento non resiste ai solventi ed è meno durevole rispetto ad altri materiali.
L’applicazione della resina acrilica avviene a spruzzo mediante apposite macchine automatiche, ma si può effettuare manualmente, per piccole serie, tramite bombolette spray.
I rivestimenti in resina siliconica sono plastici, dotati di una certa elasticità e sopportano un vasto campo di temperature; presentano buona resistenza agli agenti chimici, all’umidità e alla nebbia salina, il che li rende adatti ad ambienti ad alta umidità. Per contro non resistono all’abrasione (per esempio da sfregamento di guaine o cavi causato dalle vibrazioni) e sono difficili da rimuovere e da applicare in modo uniforme.
Quanto ai rivestimenti epossidici, sono composti bi-componente e, una volta asciutti presentano durezza ed eccellente resistenza all’umidità; si depositano dopo averli miscelati e poi induriscono sulla scheda. Il conformal coating epossidico sopporta bene l’abrasione e tutte le sollecitazioni meccaniche, nonché il contatto con gli agenti chimici. Per contro sono difficili da rimuovere, non flessibili e non è facile deporli sul PCB come per altri materiali; ciò non li rende molto adatti a schede che si pensa di riparare.
I rivestimenti in perilene si distinguono per il loro metodo di applicazione (deposizione in fase di vapore); garantiscono un’eccezionale rigidità dielettrica, impenetrabilità dall’umidità, resistenza ai solventi e alle temperature estreme. Il conformal coating in perilene può essere costituito da uno strato molto sottile ma è costoso e richiedono attrezzature speciali per l’applicazione; inoltre, una volta asciutti sono difficili da rimuovere dal PCB; quindi, rendono difficile l’eventuale rework delle schede.
Infine, i rivestimenti a film sottile/nano consentono appunto la deposizione di film molto sottili e uniformi, ma forniscono scarsa protezione dall’umidità e in generale negli ambienti difficili, rispetto alle altre tipologie di rivestimento sinora descritte.
Deposizione del rivestimento
Per eseguire il conformal coating, il PCB-A deve essere stato preventivamente e accuratamente pulito da polvere o altre particelle, per garantire una buona adesione del prodotto. Il rivestimento può essere applicato per spruzzatura, immersione o spazzolatura. La spruzzatura viene utilizzata per grandi produzioni, la spazzolatura per piccole aree e l’immersione quando serva una copertura uniforme e omogenea.
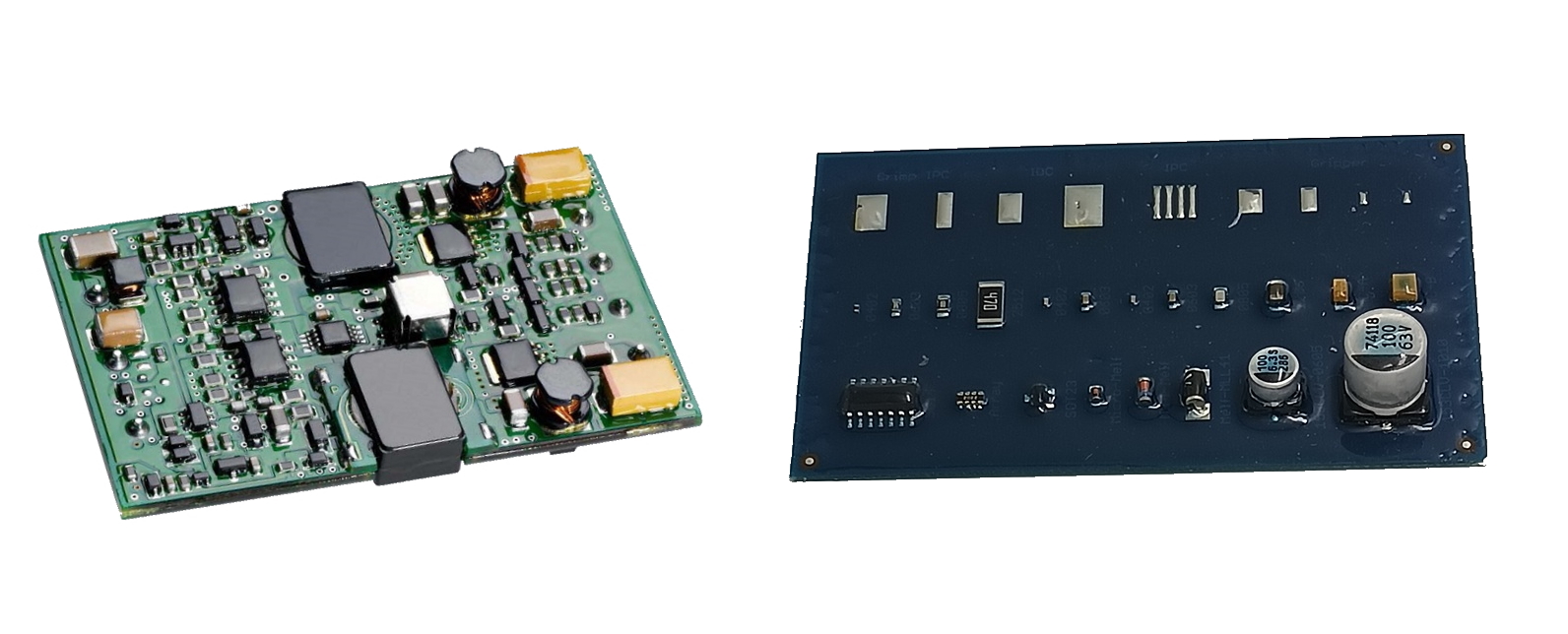
Il conformal coating può anche essere applicato in modo selettivo: in un’apposita macchina ad alta automazione, degli ugelli robotizzati applicano il rivestimento in aree precise del circuito stampato programmate; in alternativa è possibile operare una deposizione a spruzzo coprendo tramite maschere e aree della scheda che devono rimanere estranee. Un esempio di conformal coating selettivo è proposto dalla Figura 2, dove si vede una scheda passivata solo parzialmente, nell’area contenente la logica e l’elettronica di segnale.
Qualunque sia il materiale del rivestimento, dopo l’applicazione deve essere fatto indurire; l’indurimento può avvenire in modo naturale, con il calore o con i raggi UV, a seconda del tipo di rivestimento utilizzato. Il processo che porta il materiale dalla deposizione al suo stato definitivo si chiama “curing”.
Il tempo e le modalità di essiccazione dipendono dal tipo di rivestimento e dalle condizioni ambientali: per i materiali acrilici il tempo di assenza di tack (cioè quello dopo cui non “appiccica” più) varia da pochi minuti a un'ora, mentre l'indurimento completo può richiedere dalle 24 alle 72 ore. Gli uretani si asciugano rapidamente, spesso in pochi minuti, ma la consistenza definitiva può richiedere dalle 24 alle 48 ore.
I rivestimenti conformali in silicone di solito polimerizzano con l’esposizione all’aria, reagendo con l’umidità ambientale e il processo di curing può essere accelerato con il calore; di norma occorrono alcune ore affinché non aderiscano, ma l’indurimento completo può richiedere da 12 ore a qualche giorno. Asciugatura e polimerizzazione avvengono simultaneamente, quindi il processo è semplice; tuttavia, richiede un attento controllo delle condizioni ambientali per evitare problemi come la formazione di bolle d’aria sotto la pellicola.
Curing a ultravioletti
Molti materiali odierni per conformal coating passano dallo stato liquido in cui vengono deposti a quello solido grazie alla presenza di “fotoiniziatori” che, quando esposti a radiazioni luminose nella gamma dell’ultravioletto generano radicali liberi che innescano una reazione che porta alla reticolazione (cross-linking) di monomeri e oligomeri, creando una struttura polimerica tridimensionale. Si tratta dei composti attivabili con gli UV e in cui il curing è a ultravioletti.
I materiali odierni riescono a polimerizzare in pochi secondi.
Tra i composti più utilizzati vi sono materiali privi di solventi che massimizzano lo spessore del coating e riducono l’impatto ambientale (VOC Free); ma anche ibridi (dual cure) in grado di polimerizzare malgrado l’effetto “ombra” che determina l’impossibilità della luce UV di raggiungere componenti di forma complessa e i sottosquadri. Proprio l’effetto ombra si supera impiegando vernici ibridate con resine a reticolazione termica o per reazione con l’umidità, che hanno due meccanismi di curing (da qui il termine dual cure) ossia a ultravioletti e a polimerizzazione per contatto con l’aria ambiente.
I composti ibridi e VOC Free richiedono l’esposizione a determinate lunghezze d’onda, normalmente sino a poco tempo fa prodotte dalle lampade a vapori di mercurio (a scarica nel gas) perché capaci di un ampio spettro di emissione (dal vicino UV-C fino all’infrarosso). Purtroppo, le lampade a vapori di mercurio si degradano rapidamente (dopo 500÷2.000 ore) e costringono l’operatore a ricalibrare il processo di curing; inoltre sviluppano temperature superficiali fino a 350°C, pertanto la loro vicinanza alle schede da lavorare può danneggiare componenti sensibili al calore.
Per non parlare del fatto che la loro accensione è lenta (richiedono alcuni minuti, come si vede nelle illuminazioni stradali tradizionali) e consumano molta elettricità; non da meno, contengono mercurio, costoso da smaltire e in Unione Europea ne sarà vietata la vendita a partire dal prossimo febbraio.
Tali “limiti” hanno scatenato la ricerca di alternative come i LED UV, tuttavia per ottenere lo stesso spettro di emissione delle lampade a vapori di mercurio è stato necessario attendere lo sviluppo di soluzioni ad ampio spettro.
Infatti con i tradizionali LED UV, che operano a 365 o 395 nm, era possibile trattare solo alcuni materiali per conformal coating, costringendo i produttori a riformulare i composti per adattarli alla singola frequenza del LED, ma sacrificando spesso le prestazioni dei processi di rivestimento o dovendo rinunciare alle proprietà di materiali che sarebbero invece ottimali.
Tali limiti sono stati superati da pannelli capaci di irradiare uno spettro controllato che va da 240 nm fino a 800 nm, in modo da attivare diverse classi di fotoiniziatori simultaneamente, replicando così l’efficacia di reticolazione delle lampade a mercurio e ottenendo in tempi anche inferiori a 10 secondi il curing dei rivestimenti più strutturati e prestanti.
L’ampio spettro è ottenuto combinando LED emittenti su varie lunghezze d’onda che vengono attivati distintamente in modo da creare di volta in volta lo spettro luminoso richiesto dal materiale rivestimento.
I LED presentano notevoli vantaggi, perché durano fino a 20.000 ore, si accendono istantaneamente e raggiungono temperature (60°C) non nocive per i componenti elettronici.
Ispezione finale
Comunque sia stato eseguito, è possibile ispezionare il rivestimento una volta solidificato; il metodo più diffuso sfrutta l’aggiunta al coating di traccianti, ossia pigmenti che eccitati da luce violetta o blu, emettono per fluorescenza una luce visibile.
Non a caso in molte formulazioni di materiali per conformal coating è disciolto un indicatore UV per consentire una facile ispezione visiva tramite luce ultravioletta (lampada a luce di Wood) nell’ambito applicativo delle norme IPC-A-610 e IPC-CC-830.
Nel modo descritto funzionano sistemi di ispezione visiva come quelli della Tagarno, che si basano sulla visione offerta da speciali telecamere sensibili agli ultravioletti, illuminando la scheda mediante una lampada UV e rilevandone l’immagine (Figura 3).







{kind=link}