




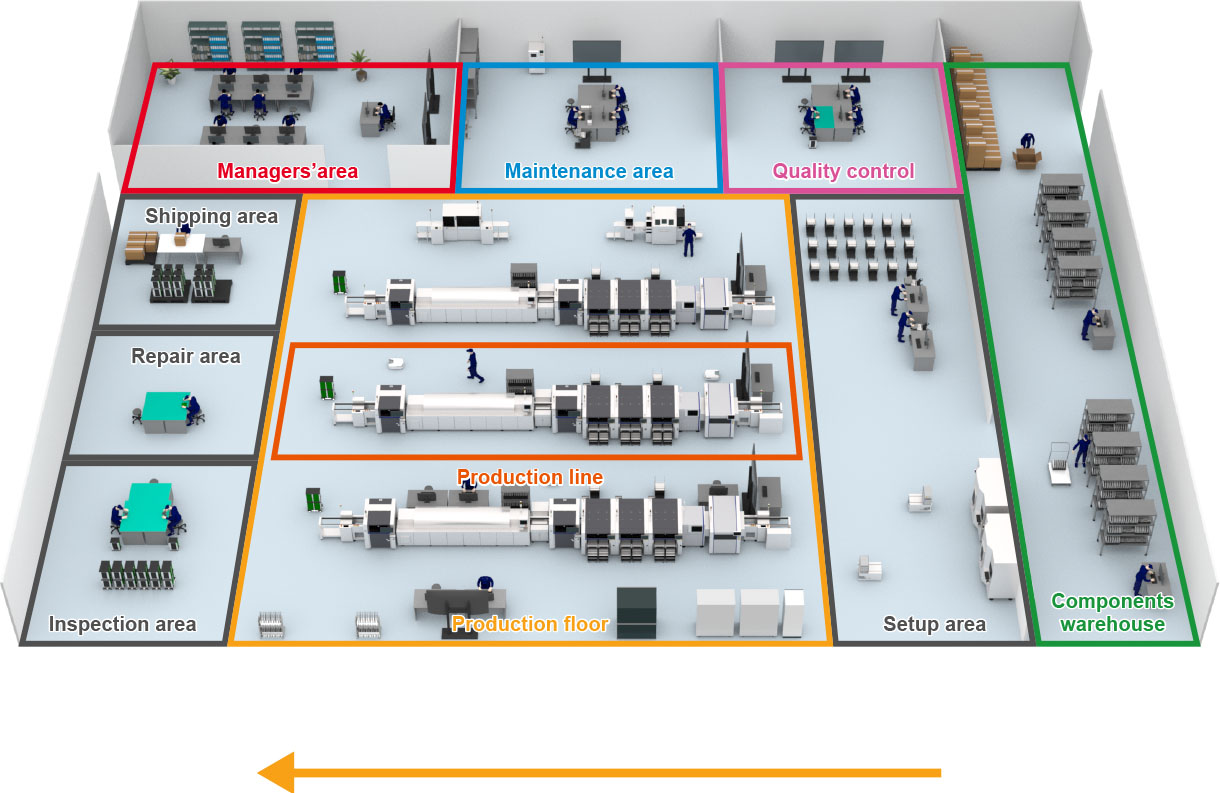
Un layout ben studiato di una linea SMT consente di lavorare bene, consente di avere più controllo sulla produzione e più efficienza, con meno disordine
Il punto più importante, quando si struttura una linea di produzione, è la progettazione della linea stessa. La progettazione parte da dati forniti dal cliente e poi si sviluppa in una serie di proposte tecnico-economiche che portano alla realizzazione del progetto della linea.
In questa attività è importante che le apparecchiature impiegate siano al massimo livello tecnologico per cui si possa realizzare un sistema che sia aperto al futuro e che possa offrire la massima flessibilità.
L’esperienza maturata in più di 35 anni di attività sul mercato da Mancini Enterprise sicuramente costituisce un valore aggiunto importante: il suo personale tecnico sicuramente può fare la differenza anche nella fase di progettazione, i cui punti da considerare sono:
- Il layout e la logistica del locale in cui si installerà la linea (entrate, uscite, flusso dei materiali).
- Il pavimento e le varie normative da rispettare nel realizzare l’area EPA (zona protetta dalle cariche elettrostatiche).
- Il vestiario del personale, tavoli, sedie e attrezzature presenti nell’area.
- Il condizionamento ambientale (temperatura e umidità).
- L’illuminazione del locale, che sia di un livello adeguato a operare, ma non interferisca con macchine e personale.
- L’assenza di polvere o la sua riduzione nell’ ambiente.
L’approccio
Quando si parla di progettazione di una linea SMT, la prima domanda che viene spontanea riguarda quasi sempre la scelta delle macchine. È una domanda naturale, ed è quasi sempre la domanda sbagliata.
Una linea SMT non è la somma di una serigrafica, due pick & place, un forno e qualche sistema di ispezione.
È prima di tutto uno spazio industriale, un insieme di flussi, un ambiente controllato nel quale persone, materiali e macchine devono convivere per anni. Questo vale per chi si avvicina all’SMT per la prima volta, ma vale ancora di più per chi deve inserire nuove linee produttive per aumentare la capacità produttiva giornaliera. In entrambi i casi l’errore è lo stesso: si parte dalle macchine senza aver definito il contesto in cui dovranno lavorare. Nella pratica, già nelle prime fasi di progetto, chi deve elaborare una linea SMT si trova spesso davanti a vincoli rigidi.
Le esigenze reali non vengono chiarite fino in fondo, oppure viene comunicato solo un limite massimo, del tipo “la linea deve stare in 15 metri di lunghezza”. A questo punto si parte già svantaggiati.
Il progetto nasce compromesso in uno spazio che non consente sempre l’inserimento di tutte le macchine necessarie, come i sistemi di ispezione; impone forti vincoli sul forno, che è normalmente la macchina più lunga della linea e non tiene conto di flussi del materiale, ergonomia, manutenzione e possibili sviluppi futuri Nella maggior parte dei casi il lavoro del progettista non è costruire l’ideale, ma trovare il compromesso all’interno di vincoli dati, sapendo che sarà una soluzione alla “vorrei, ma non posso”. L’obiettivo deve sempre essere progettare una linea che sia coerente, funzionale e sostenibile nel tempo. Una linea SMT efficiente non nasce da un catalogo, nasce da un progetto industriale studiato con criterio.
La linea SMT
Per progettare correttamente una linea SMT conviene partire da un riferimento: una linea ideale, priva di vincoli spaziali. Linea in cui vengono considerate tutte le variabili che, nella realtà, fanno la differenza: produttività, qualità, controlli di processo e possibilità di scalabilità.
Una linea SMT moderna comprende sempre alcune funzioni fondamentali:
- sfogliatore
- serigrafia
- SPI
- P&P
- AOI 2D prima del forno
- rifusione
- AOI 3D finale
- scarico delle schede
Uno degli errori più comuni è sommare semplicemente le lunghezze nominali delle macchine, prendendo i dati di catalogo. Nella realtà una linea SMT richiede molto di più: spazi di accesso frontali e posteriori; aree di carico dei materiali, zone per la manutenzione, passaggi per gli operatori e la possibilità di inserire nel tempo un laser mark (tracciabilità) o P&P addizionali.
Dal fabbisogno produttivo alla dimensione della linea
Per determinare la composizione di una linea SMT non si può partire né dallo spazio disponibile né dal modello di P&P, ma da alcuni dati fondamentali: numero di cph richiesto, numero di feeders necessari, dimensione massima del PCB e tipologia della componentistica da assemblare. Senza la conoscenza di queste variabili, qualsiasi progetto rimane puramente teorico.
Il numero di componenti/ora definisce la capacità produttiva complessiva; il numero di feeders determina la flessibilità della linea, il numero di codici gestibili e la frequenza dei cambi produzione.
Questi due fattori sono indipendenti perché una linea può essere sufficientemente veloce, ma non avere abbastanza feeder capacity; oppure avere molti feeders disponibili, ma non raggiungere la produttività richiesta.
Il tipo di componentistica e la dimensione della scheda definiscono invece la capability necessaria delle macchine e la complessità complessiva del prodotto.
È evidente, ad esempio, che la riparazione di BGA a passo 0,4 mm e componenti 0402 richiedono competenze, tempi e controlli significativamente maggiori: da ciò ne consegue la necessità di avere una elevata accuratezza nel piazzamento dei componenti che nel loro controllo. Partendo è possibile determinare il numero minimo di P&P e capire quali compromessi siano accettabili e quali no.
Qualsiasi progetto che parta direttamente dalle macchine o dallo spazio disponibile rischia invece di generare una linea sbilanciata, difficile da gestire e poco efficiente nel tempo.
Un caso pratico
Idealmente una linea potrebbe essere composta da serigrafica, SPI, due P&P Yamaha YRM20, AOI 2D, forno Heller a 10 zone e AOI 3D post-rifusione; a cui si aggiungono le automazioni di linea Nutek.
Le considerazioni progettuali sono:
- Loader - Gestisce due rack ed è sviluppato in profondità per ridurre la lunghezza. Indispensabile per linee con PCB doppia faccia.
- Destacker - In caso di singola faccia consente di caricare più PCB insieme, riducendo i tempi di carico.
- Serigrafica - Il cambio automatico del telaio riduce i tempi di set-up e consente l’ispezione 2D sul 100% delle schede nel tempo ciclo.
- SPI 3D - Fondamentale per BGA e ultra-fine pitch
- Due P&P YRM20 – Esprimono potenza produttiva, ma è consigliato prevedere il doppio dei trolley per velocizzare i cambi prodotto.
- Manual gate - Consente cambi feeder più rapidi sul lato rear.
- AOI 2D pre-rifusione - È il vero controllo di processo delle P&P, particolarmente importante con componentistica complessa.
- Forno 10 + 2 di raffreddamento (top e bottom) - Lungo circa 6 metri può supportare futuri aumenti di produzione.
- FIFO / LIFO - Evita il danneggiamento delle schede in caso di fermo dell’AOI 3D.
- AOI 3D - Chiude il controllo di processo e garantisce la qualità del prodotto finale.
- Unloader a tre rack - Sviluppato in profondità per ridurre la lunghezza. Il terzo rack raccoglie i PCB no-good.
La lunghezza complessiva della linea è stimata in poco più di 21 metri, ai quali dovrebbero essere aggiunti:
- 1,5 m per movimentazione materiale
- 1,3 m per un eventuale laser mark
- 1,4 m per un’ulteriore pick & place
- 1,5 m di spazio operativo alle estremità
Trasformando la lunghezza totale in circa 27 metri. Nella realtà industriale, tuttavia, lo spazio disponibile è spesso inferiore.
In questi casi, mantenendo serigrafica e pick & place, è necessario intervenire in modo intelligente, eliminando alcune macchine oppure scegliendo un forno più corto. Ogni scelta consente di recuperare spazio, ma richiede un compromesso, con relativi pro e contro. C'è da notare che, con l’evoluzione della componentistica (0201 metrici o 01005 mils), molte aziende hanno convenuto di produrre SMT in clean room, perché la polvere interferisce pesantemente su quei componenti, la dimensione dei contaminanti può equivalere quella del powder.
Il layout non serve ad “accomodare le macchine”
Il layout non serve ad “accomodare le macchine”, serve a farle lavorare bene.
Da questo punto di vista occorre tenere presenti alcune fondamentali considerazioni.
La preparazione del materiale è la prima. Se l’obiettivo è ridurre i tempi di cambio codice, il materiale non deve essere preparato in linea. I feeders devono essere caricati in un’area separata, montati sui trolley e pronti per il cambio di prodotto. Durante il cambio si tolgono i trolley del codice precedente e si inseriscono quelli del prodotto successivo.
Perché questo funzioni servono magazzini intelligenti e il controllo del lotto e della tracciabilità; senza organizzazione del materiale, la velocità della macchina non serve a molto.
La gestione operativa è il secondo punto. Una linea SMT deve essere gestita da un solo operatore, l’area SMT non è un corridoio di passaggio pertanto: niente passaggi inutili, niente persone non autorizzate e niente “visite” durante la produzione. Devono accedere solo operatori di linea, tecnici di manutenzione e personale di processo o CQ, quando necessario.
Il flusso del materiale e l’uscita dalla linea è la terza considerazione di cui tener conto. I rack con le schede assemblate devono essere collocati in un’area dedicata, subito dopo la linea. Da lì il materiale viene smistato verso le fasi successive secondo una logica pull e non accumulato “dove capita”. Il layout della linea SMT non finisce con l’unloader, finisce quando il flusso del materiale è chiaro, ordinato e ripetibile. Fin qui la teoria. La realtà, purtroppo, è spesso molto diversa.
Aziende cresciute in piccoli spazi, con flussi non lineari. Reparti SMT saturi, macchine addossate una all’altra. Carta e cartoni ovunque. Mancanza di trolley, quindi cambi linea lunghissimi.
Materiale per il cambio prodotto appoggiato sopra le serigrafiche, sui carter delle macchine dentro scatoloni aperti e non ESD. In molti casi non è mancata la tecnologia. È mancata la mentalità. Scelte sbagliate fatte in anni, con un layout mai ripensato, continuano a penalizzare l’efficienza del reparto SMT. Cambiare approccio si può (e si deve). Oggi le macchine SMT sono molto più veloci rispetto a 10/15 anni fa. Questo apre una possibilità concreta che spesso non viene considerata. Chi ha due o tre linee produttive può razionalizzare il reparto, invece di continuare ad aggiungere macchine.
Ad esempio, si riduce il numero totale di linee e si investe in una linea ad alta produttività, liberando spazio si migliora l’ordine e si separano produzione e campionature. Non è una scelta tecnologica. È una scelta industriale. L’obiettivo non è avere più macchine, è avere più controllo, più efficienza e meno caos.







{kind=link}